Полипропиленовые трубы широко используются в настоящее время для прокладки водопроводов и трубопроводов .
При нагреве ППР-труб и фитингов на раструбах сварочного аппарата происходит локальная деполимеризация полипропилена, а при тугом совмещении поверхностей свариваемых труб и их остывании происходит взаимная диффузия материала и реполимеризация. Таким образом, при соблюдении всех тонкостей сварочной технологии свариваемые поверхности труб и фитингов становятся одним целым.

Оборудование для диффузной раструбной сварки полипропиленовых труб
Для работы вам понадобится:
- Труборез. Самый распространённый вариант ― это ножницы для резки труб. Однако такой труборез не гарантирует ровный рез и частично может деформировать трубу. Более ровный рез достигается при использовании циркулярного трубореза для пластиковых труб. При отсутствии специального режущего можно использовать ножовку с мелким зубом и стусло.
- Торцеватель. При использовании армированных металлической фольгой труб в системах отопления и горячего водоснабжения для предупреждения расслаивания стенок труб при гидроударах при высоких температурах рекомендуется удалять слой внутреннего фольгирования на протяжении до 2 мм. Также торцеватель позволяет получить ровную фаску среза и удалить возможные заусенцы.
- Линейка и карандаш. На трубе необходимо отмерить и отметить рекомендуемую глубину сварки. Если не соблюдать нормы заглубления труб в фитинги при сварке, внутри могут образовываться валики из полипропилена, сужающие просвет труб. Также отметки на трубе и фитингах пригодятся для сварки труб в определенном взаимном положении.
- Спиртовые салфетки. Место сварки полипропиленовой трубы должно быть тщательно обеспылено и обезжирено для предупреждения образования капиллярных ходов в толще свариваемого материала.
- Сварочный аппарат со сменными раструбными насадками (муфты-дорны). Для большинства случаев подойдёт обычный и недорогой сварочный аппарат с нагревательным элементом мечевидной формы с мощностью до 1 кВт. Такой аппарат может обеспечить сварку труб диаметром до 63 мм. Профессиональные сварочные аппараты отличаются большей мощностью, точностью регулировки температуры. Также профессиональные аппараты позволяют одновременно нагревать две пары раструбов разного диаметра, чтобы не терять время на их замену при сварке труб разного диаметра. Для сварки ППР-труб в труднодоступных местах существуют сварочные аппараты с тонким круглым нагревательным элементом, который может быть расположен как прямо, так и под углом 90 градусов. Раструбы для таких сварочных аппаратов выполнены как единое целое с отверстием для нагревательного элемента между муфтой и дорном. При выборе сварочного аппарата важно обратить внимание, чтобы раструбы в комплекте были покрыты тефлоновым антипригарным покрытием (обозначается как PTFE) для предупреждения налипания пластика на раструбы. В бытовом использовании достаточно двух световых индикаторов нагрева: красного (индикатор работы) и зелёного (индикатор достижения установленной температуры). Рукоятка регулятора нагрева должна иметь чёткую градуировку и хорошую фиксацию в выбранном положении. На подставке сварочного аппарата не будет лишней струбцина: она позволяет закрепить аппарат, чтобы он не двигался при разъёме нагретых труб.
Сварка полипропиленовых труб получила широкое распространение. Трубный прокат из пластика из-за невысокой стоимости и простоты установки прочно занял позиции лидера при монтаже водопроводных и тепловых коммуникаций.
Эти конструкции не такие прочные, как аналоги из металла, тем не менее, большинство отдает предпочтение именно пластику. Немаловажную, а иногда и решающую роль при выборе играет простота и скорость монтажа. А метод пайки при соединении полипропиленовых (ПП) элементов магистрали дает возможность соорудить надежную и прочную конструкцию за считанные минуты.
Как правильно паять полипропиленовый трубопрокат – общие понятия
С первого взгляда этот процесс кажется очень простым. Разогревают элементы, соединяют их, и скрепляют. Но, практика доказала, что в таких действиях существует множество нюансов, пренебрежение которыми приведет к некачественному результату, то есть к плохо работающей магистрали, и начинающим мастерам нужно внимательно отнестись к определенным моментам.
Главная проблема заключается в том, что плохо проделанную работу можно определить только через определённое время функционирования магистрали. Поэтому, так важно, выполняя пайку своими руками, следовать определенным правилам.
Сварка полипропиленовых труб и фитингов основана на методе термополифузии. Его суть заключается в разогреве свариваемых элементов, и быстрой их состыковки. Для соединения нам понадобиться специальный аппарат, именуемый паяльником.
Как происходит процесс сваривания
Диффузионная сварка полипропилена подразумевает состыковку двух разогретых частей. Эти детали в последствие соединяются. В результате происходит взаимопроникновение материалов (так называемая диффузия) на месте стыка.
Сварочник при работе позволяет четко контролировать температуру нагрева. Для стыка рекомендуют брать элементы из одинакового материала.
Смотреть видео урок для начинающих – как паять полипропиленовые трубы
Физические и химические показатели сварного стыка, которые демонстрирует полипропилен, такие же, как у основного трубного материала. Поэтому система, соединяемая таким методом, будет функционировать надежно и долго.
Есть несколько способов сварки, которые подбирают в соответствии с размерами монтируемой системы. Это: стыковой, раструбный и спаивание седел.
Необходимый инструмент
Для того, чтобы образовалось высококачественное соединение, необходимо выбрать специальный паяльник. Его еще называют «утюг для сварки пп труб».
 Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Выполнять сварку полипропиленовых труб своими руками этим приспособлением не сложно, и под силу каждому начинающему мастеру. Стоимость инструментов этой линейки составляет от восьми до четырнадцати тысяч рублей. Но, для разовой работы покупать такой аппарат не рекомендуют. Это экономически не оправдано. Лучше взять его в аренду в любой монтажной компании.
Аппарат для сварки пластиковых труб зачастую продают совместно с насадками разного диаметра, (чтобы была возможность состыковывать трубы различных сечений) покрытых тефлоном. Так же для работы нам понадобиться следующий инструмент.
- Резак для трубного сортамента. Этот инструмент тоже дополняет комплектацию описываемого устройства.
- Шейвер. Это приспособление предназначено для армирующей прослойки на усиленных трубных изделиях.
- Линейка.
- Средства, которыми выполняют обезжиривание.
- Фитинги.
- Хорошо подточенный нож.
- Маркер и ветошь.
- Напильник.
Подготовительные работы
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.


Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Обезжиривание торцов свариваемых элементов
К сожалению, это требование многие начинающие специалисты игнорируют. Да стык можно сделать и без этой процедуры. Но, профессионалы предупреждают, что его качество будет меньшим в разы.
До начала сварки полипропиленовых труб своими руками нужно протереть изнутри фитинг и трубную заготовку снаружи. При этом удаляются абразивные образования и пыль, а эти вещества портят покрытие насадок сварного оборудования.
Таким же образом обрабатывают сами насадки. Но, перед процедурой сварки полипропиленовых труб их осматривают на наличие остатков расплавленного пластика. Если таковой присутствует, то его немедленно надо удалить.
Производим разметку глубины посадки трубного изделия
Это тоже очень важный момент для начинающих – умение правильно разметить глубину посадки трубного изделия в фитинг. Фасонные элементы разного диаметра имеют неодинаковое углубление сварного стыка. По этой причине сварка может выполняться только после измерения этого габарита линейкой или штангенциркулем.
Это необходимо для предотвращения «посадки» трубного изделия слишком глубоко. Если проигнорировать данное предупреждение, то проход стыка сужается. А это чревато неэффективной работой системы в последующем. Следовательно, этот расчет необходимо выполнять с особой точностью.
Смотреть видео урок для начинающих сварщиков – как правильно паять
Разметка деталей для сварки полипропиленовых труб является хлопотной задачей. Но, есть способ существенно сэкономить нервы и время. Например, для трубного сортамента с внешним диаметром на 20 мм из куска патрубка на 32 мм вырезают кольцо шириной в 15 мм. Его можно использовать для определения точного габарита посадки.
Как долго греть

Когда набирается нужная температура, на агрегате должен потухнуть индикатор. Он, таким образом, сигнализирует, что устройство готово к работе.
Как паять – описание технологии процесса для начинающих
Как сварить полипропиленовые трубы наглядно демонстрирует предоставленное видео. В нем вся технология процесса объясняется очень детально. Просмотренный перед работой урок, даст возможность быстрее понять, что представляет собой технология сварки полипропиленовых труб, и показывает, как она используется на практике.
Так же видео подробно освещает каждый этап действий, и то, как нужно сварить конструкцию правильно. Материал, который оно излагает, следует изучить очень внимательно, это станет залогом того, что дальнейшие самостоятельные действия не вызовут никаких затруднений.
Видео инструкция полностью подтверждает, что пользоваться сварочником совсем не сложно. Но, начинающий зритель заметит, что все действия подчиняются определенным правилам.
Обязательно смотреть начинающим мастерам видео урок как правильно паять.
На регуляторе выставляют температуру в +260 градусов по Цельсию. Этот показатель называют оптимальным для плавления полипропиленовых изделий. Так же он безопасен для тефлонового покрытия насадок. Регулятор на устройстве может отсутствовать.
Это совсем не означает, что такой сварочный агрегат не пригоден для того, чтобы хорошо соединить пластик. Это бывает по той причине, что другая температура для прогрева пластиковых материалов, кроме указанной нормы не используется. Поэтому делать большой акцент на этом вопросе не стоит.
После этого начинают производить своими руками саму пайку. Фитинг и труба одновременно одевается на насадки. Вставлять заготовку и фитинговый элемент необходимо с заметным усилием. Это продиктовано тем, что каждая насадка на нагревательном устройстве производится в форме конуса с уклоном в пять градусов.
Номинальному показателю соответствует только внутренний диаметр поверхности. Трубную заготовку нужно вставлять до упора, но ее нельзя придавливать далее. Сильное продавливание в данной ситуации может закончиться образованием внутреннего утолщения.
Самостоятельная сварка полипропиленовых труб подразумевает быстрое скрепление подогретых деталей из полипропилена. Так же важно помнить, что проворачивать или сдвигать созданную конструкцию нельзя до полного остывания.
Для того чтобы поправить небольшой изъян, будет только несколько секунд. Любые подвижки после могут пагубно отразиться на герметичности созданного узла.
Температурные нормы
Сварка полипропиленовых труб, как уже было указано, должна выполняться по существующим правилам. Все нужно выполнять не спеша и правильно. Все это относиться и к температуре. При обустройстве трубопровода очень важно, чтобы была выдержана не только температура сварки полипропиленовых труб, но и время.
К каждому сварочнику прилагается инструкция, где есть все необходимые нормы времени и температуры для изделий из разных материалов. Нарушение этих рекомендаций приведет к уменьшения внутреннего диаметра и сниженной циркуляции воды в системе.
Так же начинающим специалисты говорят, что важно не только просто выбрать температуру в 265 градусов. При работе следует обратить внимание на следующие дополнительные нюансы:
- Диаметр, который имеет трубная система.
- Температуру окружения.
- Длительность прогрева.
Температуре наружного воздуха уделяют особое внимание. При монтажных действиях не избежать небольших перерывов, которые образуются при снятии прогретых деталей и их муфтовой состыковки.
Чтобы избежать эффекта быстрого остывания при низкой температуре, конструкцию из полипропилена прогревают немного дольше. Рекомендуемый временной промежуток при этом составляет приблизительно три секунды. Но, в каждом случае это решается индивидуально.
Решая вопрос температурных норм, необходимо принять во внимание диаметры скрепляемых частей. Это так же влияет на продолжительность и градус прогрева.
Значительно облегчить данную работу можно, если воспользоваться специальными таблицами. Их можно найти в инструкции к паяльникам, или на нашем сайте.

Как грамотно паять – важные нюансы пайки
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Смотреть видео: пайка и типичные ошибки начинающих
Самой частой ошибкой, которую делают малоопытные мастера, является перегрев частей. Из-за этого сужается просвет трубного сортамента.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Проведение полифузных сварочных работ
После того как нужные работы по подготовке деталей и инструментов проведены, можно начать сварку. Для того чтобы правильно все сварить, необходимо посмотреть видео, придерживаясь приведенной в нем инструкцией для начинающих.
- Наденьте фитинг на нагретую до рабочего уровня насадку. Он требует больше обычного времени на нагревание, связано это с тем что у него стенки толще, в отличие от полипропиленовых трубопрокатов.
- На вторую насадку сварочного аппарата наденьте пластиковую трубку, только после того как началось нагревание фитинга.
- Теперь дождитесь, когда обе детали прогреются до необходимой температуры.
- После этого их нужно соединить. Если они не имеют плотного соприкосновения, то нужно провернуть их на 10 градусов во время самого процесса сваривания.
- Для того чтобы соединение было качественным, время спайки нужно рассчитать. Для этого необходимо использовать специальную таблицу, время пайки будет зависеть от диаметра.
- Когда элементы нагрелись, их надо извлечь и плавным движением соединить, вставляя трубу внутрь фитинга, согласно предварительно поставленной метке.
- Держите обе детали некоторое количество времени плотно сомкнутыми, пока соединительный шов не остынет, как на видео.
Обратите внимание, что для качественной спайки необходимо проводить точные соединения, без лишнего расплава рабочего пластикового материала. Наплыв лишнего полипропилена приведет к снижению проводимости трубопровода из за уменьшения его диаметра. И это является показателем того, что сваривание полипропиленовых труб проведена неправильно.
Пайка с помощью электро фитинга
Процесс подготовки электрофитингового аппарата для спайки полностью такой же, как и у полифузного. Но сам способ спайки немного другой.
- Необходимо заготовить отрезки заданной длины.
- Осмотрите все детали на наличие повреждений.
- Подготовьте сварочный аппарат.
- Всю поверхность нужно очистить от окислений. Так же проведите обезжиривание всех частей предназначенных для соединения.
- Теперь вставляя трубку в фитинг, делайте метку строительным маркером.
- Соединяют электро фитинг с паяльником специальными проводами.
- Чтобы начать сварку вденьте трубу в электро фитинг.
- Переключите тумблер на «Вкл» и все пройдет в автоматическом режиме.
- О том, что спайка окончена, будут свидетельствовать специальные метки на фитинге, там выйдет наружу полипропилен.
Когда сварка произведена, соединение должно пройти процесс естественного охлаждения. Когда все детали охладятся, и если вся технология была произведена без нарушений, то стык будет очень надежно.
Чего надо избегать во время сваривания
В момент соединительных работ фитинга и частей пластиковой конструкции, они должны прилегать плотно, чтобы исключить зазор превышающий 1 мм, иначе между внутренними упорами и торцом будет промежуток, который негативно повлияет на дальнейшую эксплуатацию всей системы.
Смотреть видео урок для начинающих
Не совершайте ненужных силовых действий, в момент соединения деталей, потому что это приведет тому, что внутренний упор трубы и её торцом будет образован грат, который создаст препятствие для проводимости жидкостей внутри ее.
Способы укладки
Вопрос разводки ПП систем становится первым при монтажных работах. При этом приходится решать, скрывать трубную систему в стены, или тянуть ее открытым методом. Особенно критично это для малогабаритных квартир, ведь коммуникации занимают много пространства.
Открытый монтаж – это протяжка магистрали поверх стены или пола.

При возможности сооружение прячут под декоративную постройку. Преимущества в данной ситуации следующие:
- Возможность прокладывать трубопрокат из любого материала.
- Простые монтажные действия.
- Простая компоновка.
- Невысокая стоимость.
- Возможность постоянно контролировать трубную систему.
Недостатки таких конструкций такие:
- Непрезентабельный внешний вид.
- Существенные потери полезной площади. Это очень болезненно для маленького помещения, где пара лишних сантиметров – это дополнительное место, где станет сантехника.
Скрытый монтаж – это сооружение, которое отличается эстетичным видом, так, как магистраль проходит в стене или полу.

Этот вариант позволяет обойтись без потери полезного пространства. Но он и не лишен недостатков, в виде:
- возможность брать трубопрокат только из определенных материалов;
- трудоемкие подготовительные работы. Более сложный монтаж;
- невозможность провести ремонт без разборки и разрушения сооружения.
Производим разводку ПП сетей
После того, как определен способ прокладки трубопровода, и мы знаем размеры сантехнических приборов, можно разработать разводку системы, которую нужно будет проложить в квартире или в доме.
На плане определяют точные места для установки оборудования. Все измерения должны выполняться с максимальной точностью. Перед тем, как начать сваривать, нужно ознакомиться со следующими рекомендациями. Эти правила простые:
- Трубные изделия не должны пересекаться.
- Канализация и водопровод протягивается максимально близко.
- Вся система должна быть простой.
- Расположенные вертикально отводы оснащают гибкими шлангами.
- Профессиональные мастера называют ПП сортамент самым подходящим вариантом для обустройства разводки любой магистрали. Основной их характеристик данных товаров является простой монтаж, а именно спайка, которую можно выполнить самому.
Как выбрать сварочный аппарат чтобы паять полипропиленовый трубопрокат
 Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Выбор аппарата для сварки – дело нетрудное, если внимательно изучить рекомендации специалистов. Если выполняется сварка магистрали диаметром до 63 мм, то в таких действиях предусматривается использование муфт и раструбов. Если детали для состыковки больше объема в 63 мм, то для сварки полипропиленовых труб лучше применить стыковой способ.
Трубный сортамент, не превышающий 40 мм, варим, используя аппарат для раструбной сварки полипропиленовых труб. Когда сечение магистрали больше 49 мм, то скрепить элементы помогает приспособление, имеющее центрическое устройство.
Оборудование, выполняющее сварочные работы с полипропиленовыми трубопроводами, условно делят на такие виды:
- Механические. Эти приспособления применяют для магистралей большого объема.
- Ручные. Данный вид агрегатов превосходно подходит для самостоятельного применения. Им можно соединять магистрали с объемом до 125 мм.
Какой сварочник выбрать, следует решать, исходя из особенностей сооружаемой системы. Так же важно, чтобы в комплекте состоял набор насадок. Это позволит работать с магистралями различного объема.
Помимо сказанного начинающему мастеру понадобится знать – не стоит покупать дешевые инструменты. Как правило, на них насадки оснащают некачественным покрытием. Соответственно, спаять качественное сооружение таким агрегатом невозможно.
Домашнему мастеру стоит выбрать специальный агрегат для сварки небольшого размера. Этого вполне хватит для потребностей бытовой магистрали.
Сварка полипропиленовых труб своими руками – не является сложным заданием, если изучена вся методика, и начинающий мастер имеет желание сделать эту работу. Любой электросварочный аппарат станет отличным помощником. А купив к нему полный набор нужных насадок, можно существенно сэкономить финансы и время.
Один из лучших способов заменить старые элементы трубопровода или проложить новый, – заняться монтажом полипропиленовых труб своими руками. Работа не займет много времени, если в доме есть сами трубы, необходимый набор фитингов и сварочный аппарат для полипропиленовых труб. Буквально через полчаса уже можно будет пользоваться новой системой.
Такая технология сварки называется раструбной (муфтовой). Трубы соединяют не стык в стык, как металлические, а через дополнительные переходники – фитинги, с которыми спаиваются края при температуре 260 градусов. Также есть фитинги-переходники со сварного на резьбовое соединение.
Аппарат для сварки  Разновидности фитингов для полипропилена
Разновидности фитингов для полипропилена
Для полноценной работы потребуется следующий список инструментов.
- Сварочное оборудование (аппарат для сварки полипропиленовых труб, специальный утюг, паяльник)
- Набор насадок для паяльника (наиболее популярны модели по 20 мм)
- Специальные ножницы или кольцевой резчик. При маленьких объемах работ можно обойтись и обычной пилой/ножом
- Шейвер для зачистки контура (понадобится при снятии армированного покрытия, если оно имеется)
- Фаскосниматель. Его используют в случае плохого качества контура (лохмотьев), чтобы не задирался пластик. Но при использовании специальных ножниц это не произойдет. При необходимости можно сделать точилку своими руками, впаяв в фитинг под 45° лезвие ножа
Самодельный сварочный аппарат для полипропилена
Цена на паяльники для полипропиленовых труб начинается от 1000 рублей. Если объем работы не такой большой и есть желание сэкономить, то можно сделать паяльник своими руками.
Для этого понадобится:
- старый утюг – 0 руб.;
- двусторонняя насадка под нужный размер – 250 руб.;
- компьютерная термопаста – 140 руб.;
- дрель, сверло по металлу и болт с шайбой соответствующего диаметра.


- Прикрутите насадку к подошве утюга, смазав её торцы термопастой для хорошей теплопередачи.
- Заранее определитесь, как удобнее будет работать, и закрепите насадку большей стороной вверх или наоборот. Важно сделать это вначале, т. к. при нагретом утюге сменить её будет трудно.
- Отпилите острый кончик утюга для удобства работы у стены.
- Перед работой прогрейте утюг в течение нескольких минут и подождите, пока он включит нагрев второй раз.
- Температура насадки должна быть 260°-270°C. Если датчика температуры нет, можно приблизительно измерить её с помощью свинца и олова. Олово (для припоя) должно плавиться хорошо, температура его плавления 231°C, а свинец начнет плавиться только при 327°C.
Видео-урок
Видео-инструкция покажет, как производится сварка полипропиленовых труб.
Инструкция по монтажу

- Перед началом работ важно определиться с местом прокладки труб. Желательно сделать план на бумаге, чтобы снизить количество свариваний «на весу». Гораздо удобнее будет собрать основные элементы на столе, и затем в несколько приемов закрепить их в систему.
- Чтобы соединить полипропиленовые трубы, нагревают края элементов. Внутренняя стенка нагревается в муфте, а трубы с внешней стороны. Для этого их практически до конца надевают на насадку паяльника, и держат несколько секунд.

- После этого сразу соединяют элементы в нужном направлении. У вас будет пара секунд, чтобы при необходимости отцентровать их, обычно это делается на глаз. При этом нельзя крутить их внутри по отношению друг к другу. Время сварки зависит от толщины пластика и ширины шва.
- Нагретый полипропилен смешается на месте стыка, и надежно сварится, если его нагрели его до нужной температуры. Слишком долго его держать на паяльнике тоже нельзя, пластик может потечь, уменьшится внутренний диаметр канала, нарушится герметичность соединения.
Перед тем как спаять полипропиленовые трубы, обязательно открывают кран на муфте, иначе воздух будет выталкивать его из насадки паяльника.
- При правильном соединении часть пластика должна равномерно выйти, образовав небольшой наплыв на муфту. Если при одевании возникают проблемы и пластик сильно загибается, нужно снять фаску с кромки.
Согласно немецким нормам DVS-2207-1, зачистка для полипропиленовых труб должна иметь угол 15°, и углубление на 2-3 мм. В России стандартом считается скос фаски на 45° и углубление на 1/3 толщины. Фактически, подойдет любая фаска в этих пределах. Главное, чтобы она была равномерной.
 Ручной труборез
Ручной труборез - Сварочный аппарат для пайки должен стоять на подставке (специальной струбцине). Нужно выставить температуру на регуляторе в 260°C, но для скорости работ можно увеличить её до 280°C. Другие температуры приведут к ненадежному соединению, поэтому при покупке аппарата необязательно выбирать модель с терморегулятором.
- На нагревательную насадку элементы будут одеваться с трудом, потому что имеют больший радиус. При одевании можно немного повертеть их по оси, чтобы было проще надеть на насадку. Однако вставлять трубы до упора нельзя, чтобы не оплавились вовнутрь их торцы. Вначале, чтобы избежать этого, стоит делать отметки карандашом, но потом уже несложно будет почувствовать нужную глубину.

- Когда все элементы собраны, можно приступить к сварке «на весу». Обычно это переходы между стен, соединение с батареями, вводы водоснабжения.
Обычные пластиковые трубы подходят только для холодной воды, они не предназначены для работы под давлением. При монтаже трубопроводов и отопления необходимо использовать только армированные полипропиленовые трубы. Для их сварки понадобится снять часть армирования специальным шейвером.
 Шейвер для зачистки кромок от армирования
Шейвер для зачистки кромок от армирования - Если трубы подходят к котлу, поблизости не должно быть пластика. Чтобы его «не подпустить», трубы подводят с помощью переходника со сварного соединения на резьбовое, через металлическую трубу длиной более 0,5 м.
- Не забудьте установить запорный вентиль перед новым участком трубопровода, это поможет при ремонте или установке новой точки.
- Запуск нового отрезка покажет, правильно ли прошёл процесс пайки. Открыв запорный вентиль и пустив воду в систему, проверьте все соединения на предмет протечек.
Соединение металла с полипропиленом

При ремонте часто случаются ситуации, когда к старым металлическим трубам нужно подсоединить новый участок из полипропилена. Данное соединение делается с помощью специальных фитингов. Если к полипропилену фитинг припаивается паяльником, то при соединении к металлической трубе можно пойти двумя путями. Можно приварить трубу к фитинги при помощи сварочного аппарата, а можно нарезать резьбу на трубе и прикрутить фитинг. Приварить проще, но нужен сварочный аппарат, поэтому обычно нарезается резьба на трубе. Перед операцией по соединению железный отрезок зачищается и смазывается солидолом.
Использование полипропиленовых труб позволяет спрятать их внутрь стены, в отличие от винтовых металлических. Предварительно важно убедиться в герметичности соединений.
Теперь вы знаете, как правильно паять полипропиленовые трубы, и без труда сможете сделать это самостоятельно. Вначале потренируйтесь на маленьких обрезках, и у вас быстро получится обновить водопровод для дома.
Появившись относительно недавно, полипропиленовые трубы сразу же завоевали симпатии сантехников и простых обывателей. Экологичный, качественный материал предполагает длительный срок службы, а правильный монтаж позволяет обеспечить надежную герметичность стыков. Немаловажное значение имеет универсальность таких труб. Они используются в водоснабжении, различных оросительных и дренажных системах. Можно применять их для отопительных систем. Главное, знать, как сварить полипропиленовые трубы максимально правильно, надежно. Для этого потребуется информация о этих современных изделиях.
Плюсы полипропиленовых труб
- Вид материала позволяет иметь трубам высокую устойчивость к химическим веществам, а также не накапливает грязь внутри трубы.
- Цена на трубы, фитинги и другие комплектующие, необходимые для монтажа существенно ниже аналогичных пластиковых материалов.
В подавляющем большинстве, все недостатки, возникающие при монтаже, связаны с несоблюдением технологического процесса и неверным подбором фитингов, кранов.
Какие трубы подойдут именно вам?
Для того чтобы система отопления или водоснабжения из полипропиленовых труб была надежной долгое время, нужно правильно их выбрать.
- Для этого необходимо знать условия эксплуатации
- Нужную пропускную способность трубы или ее диаметр
- Рабочие условия эксплуатации
- Температуру жидкости и ее давление.
Зная такие параметры, нужно подбирать соответствующую марку труб:
- PPH – для холодно водоснабжения и вентиляции
- PPB – для отопления и горячего водоснабжения
- PPR – для отопления и систем холодного и горячего водоснабжения.
Последняя разновидность полипропиленовых труб универсальная. Высокие эксплуатационные характеристики позволяют применять для самого широкого использования.
Инструменты, которые вам понадобятся
Кроме, собственно, расходных материалов (труб, кранов, фитингов) для монтажа потребуется набор соответствующего инструмента:
- Сварочный аппарат
- Труборез или ножницы
- Насадки к аппарату различного диаметра
- Рулетка
- Маркер

Как подготовить трубы

Замерив, нужный участок трубы, делается отметка маркером. Затем, труборезом или ножницами, которые следует располагать строго перпендикулярно к отрезаемой трубе, отрезается нужная часть изделия.
Особое внимание нужно обратить на качество и остроту режущего инструмента. Если он не достаточно острый, то вместо отрезания вы будете мять трубу.

Так как в армированной трубе присутствует алюминиевый слой, то необходимо избавиться от него. Дело в том, что со временем алюминиевая фольга станет разрушаться от соприкосновения с водой. Для этого, с помощью устройства для зачистки удалить верхний и фольгированный слои.
У элементов без армирующего алюминиевого слоя, отмечают глубину сварки на конце трубы, в зависимости от длины муфт.
Затем следует обезжирить места сварки с помощью спиртосодержащих жидкостей. Это сделает соединение более надежным и долговечным.
При этом следует внимательно осмотреть поверхность свариваемых труб. Любая, мельчайшая частица, которая попадет в шов, способна испортить не только этот стык, но и всю систему.
Подготовка сварочного аппарата
Аппарат для сварки труб требует определенной подготовки перед монтажом. Нужно выбрать ровную, гладкую поверхность и установить на нее прибор. Все детали сварочного агрегата должными сухими, чистыми. В случае необходимости их протирают спиртом. Элементы, служащие для нагрева, нужно установить при отключенном аппарате.

Когда сварочный аппарат подключен к сети, загораются индикаторы на корпусе. Один индикатор предназначен для контроля за температурой нагрева. Он должен погаснуть, когда нагрев достигнет требуемой величины. Рекомендуется, после того, как лампочка потухнет, подождать 5 минут, а затем приступать к сварке изделий. Второй индикатор – контрольный, он свидетельствует о подключении аппарата к сети.
Для нагрева самой трубы используется гильза, для нагрева фитингов предусмотрен дорн.
Из чего состоит процесс варки
После того, как аппарат нагрелся, насаживают свариваемые элементы на предусмотренные места. Данную операцию необходимо производить одновременно и прилагать определенные усилия.

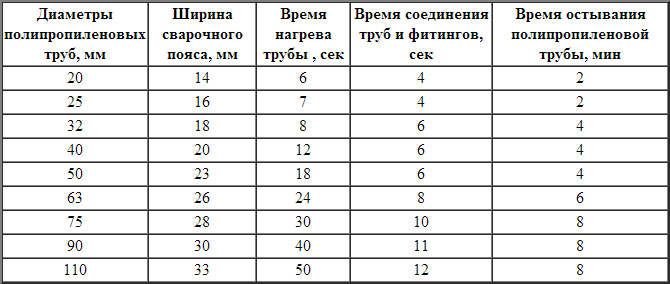
Когда детали (труба и фитинг) установлены на сварочный аппарат, начинается отсчет времени нагрева. Правильно выбранный промежуток времени обеспечивает оптимальную расплавку материала и надежность шва. Абсолютное время нагрева зависит от диаметра трубы, который вы можете посмотреть в таблице выше.
Затем нагретые детали снимают с аппарата и стыкуют. Предварительно сделанные отметки помогут соединить детали правильно. Крутить и поворачивать элементы строго запрещено. Это приведет к нарушению стыка. Кроме того, нужно убедиться, что в нагретых деталях не появилось никаких наплывов.
Теперь стоит аккуратно отложить сваренный элемент в сторону, до полного остывания. Если вы все сделали, как положено, то должно получиться надежное и герметичное соединение.

Вставляем трубу, но обратите внимание потом нельзя прокручивать трубу.
Видео — пайка полипропиленовых труб
Трубопроводные системы из пластика получили широкое применение для водообеспечения в квартирах и усадебных домах. При соединении отдельных частей применяется сварка полипропиленовых труб. Как это выполняется, и какие инструменты при этом используются, рассмотрим далее.
Сваркой называют процесс нагревания краев деталей до высокой температуры, плотное их прижатие, выдерживания в течение 4-10 секунд и дальнейшего охлаждения. В результате получается герметичный стык, так как детали соединяются на уровне молекул.
Сварка труб из полипропилена осуществляется за счет диффузии материала соседних элементов, при остывании запускается процесс реполимеризации, и детали становятся единым предметом. Температура нагрева зависит от толщины стенок труб, их диаметра, материала армированного слоя.
Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркируются они обозначением PN и цифрами, что указывает на сферу их эксплуатации.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
Это:
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Способы соединения труб
Образование единой системы трубопроводов из отдельных элементов выполняют несколькими способами. Это может быть сварка пропиленовых труб способом нагрева, соединение компрессионными фитингами, холодная сварка.

Наиболее простой способ – соединение с помощью трубопроводной арматуры. Для этого достаточно обжимного ключа. Недостатком данного способа является высокая стоимость фитингов. Надежнее применять элементы из нержавеющей стали, меди или латунные. Это недешевые детали.
Один из способов соединения пластиковых деталей – склеивание с помощью специальных клеевых составов. Их применение позволяет осуществить монтаж полипропиленовых трубопроводов быстро и при малых материальных затратах.
О способе сварки полипропиленовых труб своими руками для начинающих мы расскажем подробно в следующих главах.
Инструмент и приспособления
Для сварки пластиковых труб используют сварочный аппарат и некоторые другие приспособления. Расскажем подробнее об этом.
 Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
Первой операцией перед сваркой является отрезание элемента нужного размера. Простейших вариант — отрезать с помощью специальных ножниц. Однако, ножницы не образуют ровного среза и могут сплющить трубу. Допустимо использовать ножовку по металлу с мелкими зубьями. Наилучшим будет применение циркулярного трубореза.
 Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Необходим для получения фаски и снятия внутреннего слоя фольги в армированных многослойных трубах. Под воздействием высоких температур и давления может происходить расслаивание пластика, для чего фольга и удаляется. Еще одно назначение торцевателя – снятие заусениц, образующихся в процессе резки.
Сварочный аппарат
Это самый важный инструмент для сварки. В личных целях подойдет простейшее устройство с мечевидными нагревателями, мощность которого 1 кВт. Аппарат оснащен раструбными насадками разного диаметра, которые можно менять. С его помощью сваривают диаметры труб до 63 мм, что для домашнего водопровода и отопления вполне достаточно.

При проведении сварочных работ понадобится расходный материал. Это карандаш и линейка, чтобы отметить нужное расстояние при сварке с фитингами. Место соединения необходимо обезжирить и очистить от грязи. Для этого используют специальные спиртовые салфетки, можно просто ветошь, смоченную спиртом.
Виды сварки пластиковых труб
Различают несколько видов сварки полипропиленовых труб, а именно:
- диффузная;
- враструб;
- стыковая.
Диффузная сварка выполняется нагреванием деталей и дальнейшим их плотным соединением. В результате происходит диффузия (взаимное перемешивание) крайних нагретых слоев, которые при охлаждении образуют единую деталь.
Сваривают элементы из одинакового материала, таким же по составу будет и стыковой шов.
Сварка враструб - наиболее часто применяемый способ для соединения трубопроводов в квартирах и домах, так как подходит для стыковки труб малого диаметра. Для нее используются фитинги без резьбы, которые надеваются на трубу. Они обеспечивают соединение элементов трубопровода, а так же его поворот и разветвление. Соединяемые детали предварительно нагреваются, а затем соединяются. Прочность соединение приобретает после их охлаждения.
Сварка встык заключается в нагреве торцов труб сварочным зеркалом до расплавления, плотном соединении их под нажимом до полного остывания.
Технология процесса простая, но требует дополнительного приспособления для сжатия элементов и соблюдения их соосности, что ограничивает использование метода.
Подготовительные работы
Прежде, чем начать сварку ПП труб, следует подготовить отрезки требуемой длины, обработать их края, очистить материал от грязи и жирного налета. Нанести отметку глубины вхождения трубы в фитинг.
Разрезание труб перед свариванием

Какой инструмент для этого используют, описывалось в предыдущих главах. Важно, чтобы срез был перпендикулярным к оси трубы, острые края исключены нанесением фаски, что обеспечит удобную вставку ее в полость фитинга. Необходимо удалить заусеницы и стружку, образованную при резке.
Обезжириваем область сварки
Поверхность места сварки должна быть очищена от химических и механических загрязнений. Грязь удаляют ветошью. Для обезжиривания применяют изопропиловый спирт. Растворители, бензин, керосин использовать нельзя, они разрушают пластик.
Сваривание своими руками
Чтобы не отвлекаться от монтажа трубопровода, необходимо предварительно рассчитать нужное количество труб, фитингов, крепежных элементов. Для этого составляют схему, где указывают повороты, ответвления, точки подключения приборов водопотребления.
 Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Процесс сварки начинают с установки на сварочный аппарат двухсторонних насадок. Одна ее сторона имеет внутренний диаметр, как наружный диаметру трубы, а у другой диаметр равен внутреннему размеру фитинга. Подключаем агрегат к электрической сети, дожидаясь, пока температура не достигнет 260 0С. Это температура размягчения полипропилена. Устройство имеет регулятор, который сигнализирует о нагреве до нужной температуры.
Сварка элементов трубопровода
Нагретые насадки сначала вставляют в фитинг, что бы расплавить его внутреннюю часть. Затем надевают на трубу, оплавляя ее снаружи. Выдержав нужное время, детали снимают и соединяют. Труба вставляется в фитинг на глубину, отмеченную на ней ранее. Детали не прокручивают, чтобы не нарушить стык. Шов застывает в течение 30 секунд.

Температура и время нагрева зависят от диаметра трубы и мощности сварочного аппарата. При выполнении работы следует руководствоваться данными таблицы 1.
Таблица 1
При работе нужно помнить, что излишний нагрев пластика образует слабый стык, который разрушится при эксплуатации. Недостаточное нагревание деталей приводит к негерметичному соединению и просачиванию воды.
Сварка труб в неудобном месте
Иногда возникает необходимость сварки в существующем трубопроводе, расположенном в труднодоступных местах. Сварку выполняют малогабаритным ручным аппаратом, с его помощью нагревают отрезки трубы на несколько градусов выше необходимой температуры. Далее прогревают соединительные элементы и быстро стыкуют с трубой. Температура ее за это время снизится до нормы.
Холодная сварка полипропилена
 Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Холодная сварка – это соединение элементов клеем и эпоксидной смолой. Используют клей LN-915 и его модификации. Состав наносят равномерно на стыки, соединяют элементы, выдерживают 3 минуты, удаляют излишки клеевой массы. Трубопровод укладывают на ровную поверхность, оставляют на 6 часов для высыхания. Таким способом присоединяют и фитинги. Проверку соединения на герметичность проводят через сутки. Клеевое соединение используют только в трубопроводах холодной воды.
Типичные ошибки
Среди ошибок, возникающих при сварке, выделяем наиболее частые:
- Недостаточная предварительная очистка деталей. Это приводит к ослаблению стыка.
- Несоблюдение соосности трубы и фитинга. В 1-2 секунд можно исправить этот огрех, после застывания стыка делать это нельзя.
- Несоответствие материала свариваемых изделий. Получается ненадежное и недолговечное соединение.
- Нарушение технологии работ, несоблюдение температуры и времени нагрева.
Такая работа вполне под силу технически грамотному человеку, способному работать руками.
Если раньше вы этого не делали, на первый этап можно пригласить сантехника и присмотреться к его действиям.